Questa ricerca permette di trovare il modello di forno standard in base ai parametri immessi dal cliente (materiale, lavorazioni, accessori, ecc...)
Questa ricerca permette di trovare il modello di forno ricercando qualsiasi termine all'interno dei titoli, delle descrizioni e delle caratteristiche

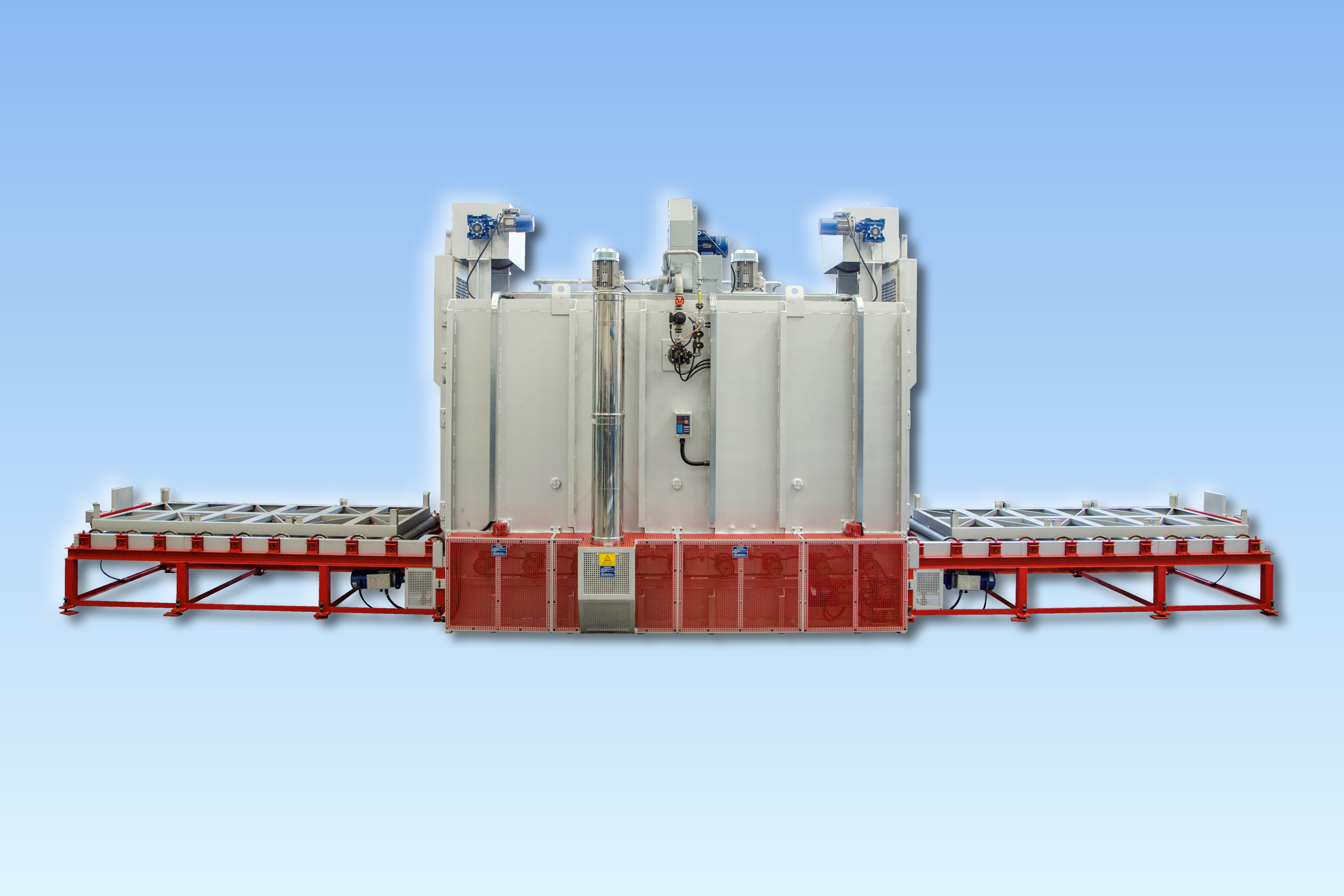
S.E. series Gas Thrust Furnaces

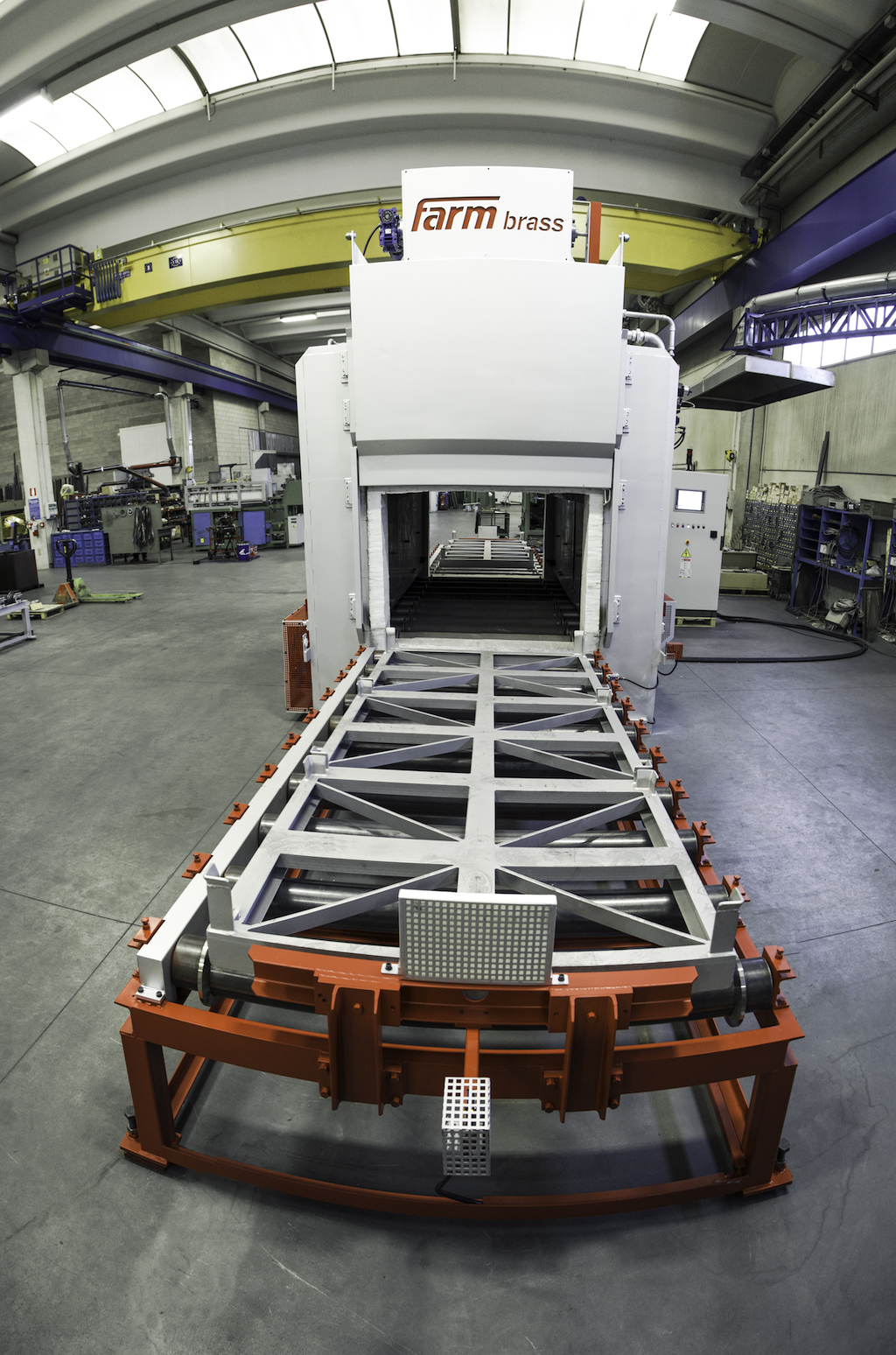
I.G.R.B. series for bars Induction Heating & Shearing
I.G.E. series Induction Heating

I.G.ROT. series Rotary Hearth Furnaces

I.G.T series Heat Treatment lines

I.G.C. series Samples Heating Furnaces
S.E. series Gas Thrust Furnaces











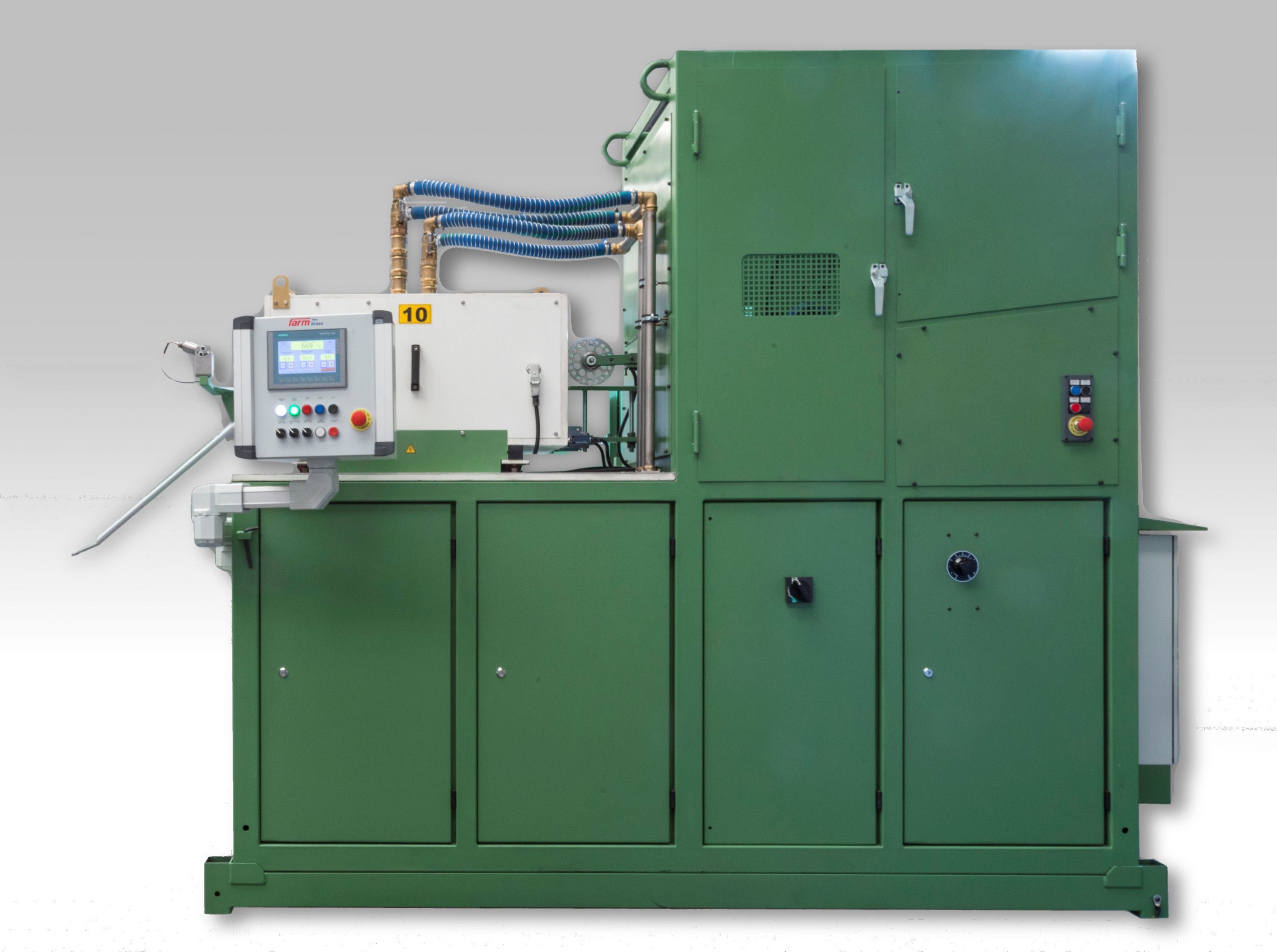
I.G.R.B. series for bars Induction Heating & Shearing


The continuous furnace is completely automatic in the functions of loading, advancement, hot cutting and unloading towards the press by means of a pick-up device and predisposed to synchronism with the press for automatic molding.
The system is characterized by the high versatility and productivity of the parts to be heated, all with an extremely accurate design in order to maximize performance while taking up minimal space.
The induction oven is equipped with 2 inductors always connected to the cooling system. By means of two tracks it is possible to manually move the inductors thus making the production change very fast. As regards the electrical connection, simply disconnect the 3 power terminals and reconnect them after changing the position of the inductor, which is necessary for the new type of product to be heated.
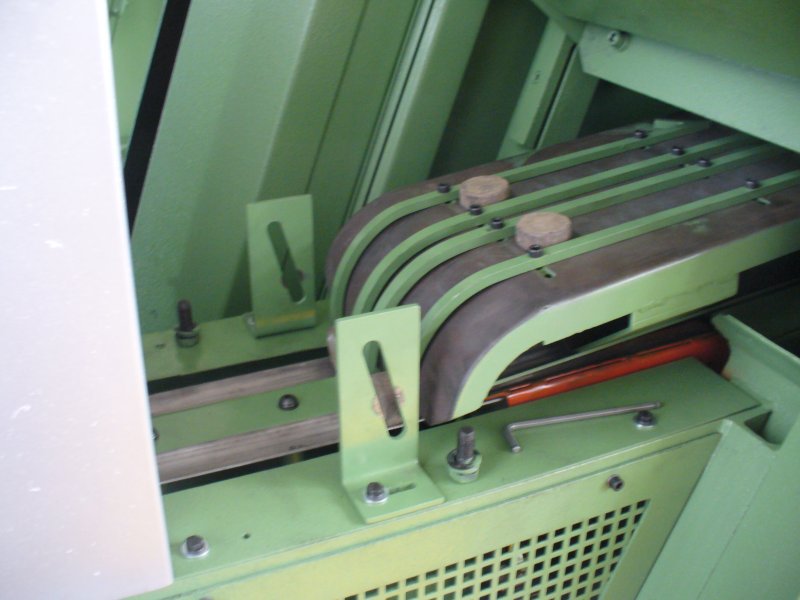
The bar slides inside the inductor on a refractory base suitable for the sliding of the material to be heated. The main elements for the drive are two brushless motors managed by dedicated drives. In addition, for a control of absolute precision, laser photocells will be used to check the correct position of the bar.
The kiln will be equipped with an automatic bar loader. The operator will deposit the bundle of bars in the appropriate support surface and, after cutting the containment bands, the harpoons will begin to bring the bar to be heated into the loading area. The first phase will only be an approach; during the second phase, after consent of the machine cycle, the bar will be deposited in the appropriate roller conveyor waiting for the cutting cycle to consent to advance. Appropriate openings in the rear walls will avoid possible collisions with the forklift forks, and special anchors will ensure their correct position during the entire work cycle and bar loading.
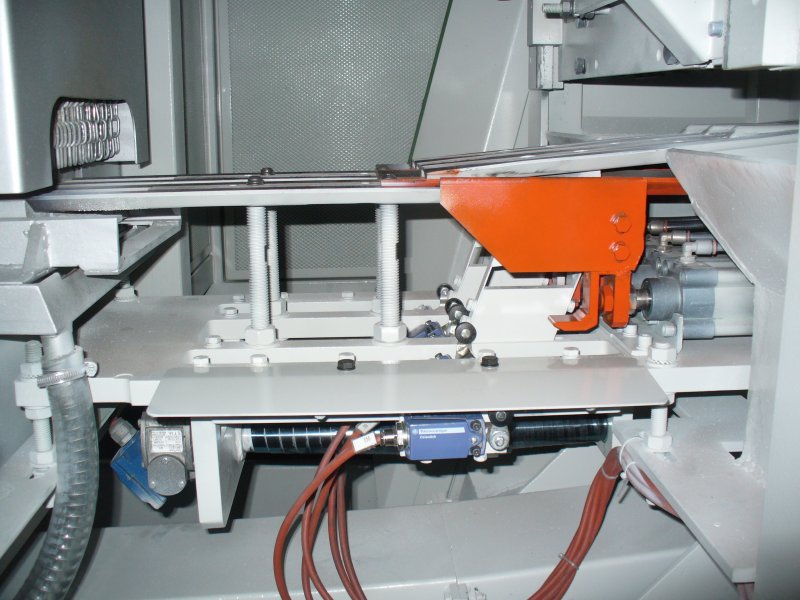
Movements of the blades for bar shearing managed by two brushless motors. At each production change, the cutting blades are brought closer together to obtain maximum precision and efficiency in cutting. External lubrication system for longer blade life. Exact length check of the piece before cutting by means of a movement punch managed by a brushless motor. A studied geometry of the cutting blades has allowed the double use thus doubling the number of cuts. Once the first cutting section is finished, by inverting and overturning the blades, it is possible to use the same for the second section of cuts. Cutting blades replacement time max 15 seconds.
Having to satisfy all the production needs of molding, the cut part of the bar slides over a device which, by means of an ultra-precise and fast CN motor system, creates the condition of being able to print in single or double shapes. This system has the function of making the material to be printed reach the gripping hand of the press.
Again by further movement, the end piece of bar waste will be discharged into a special container.
I.G.E. series Induction Heating




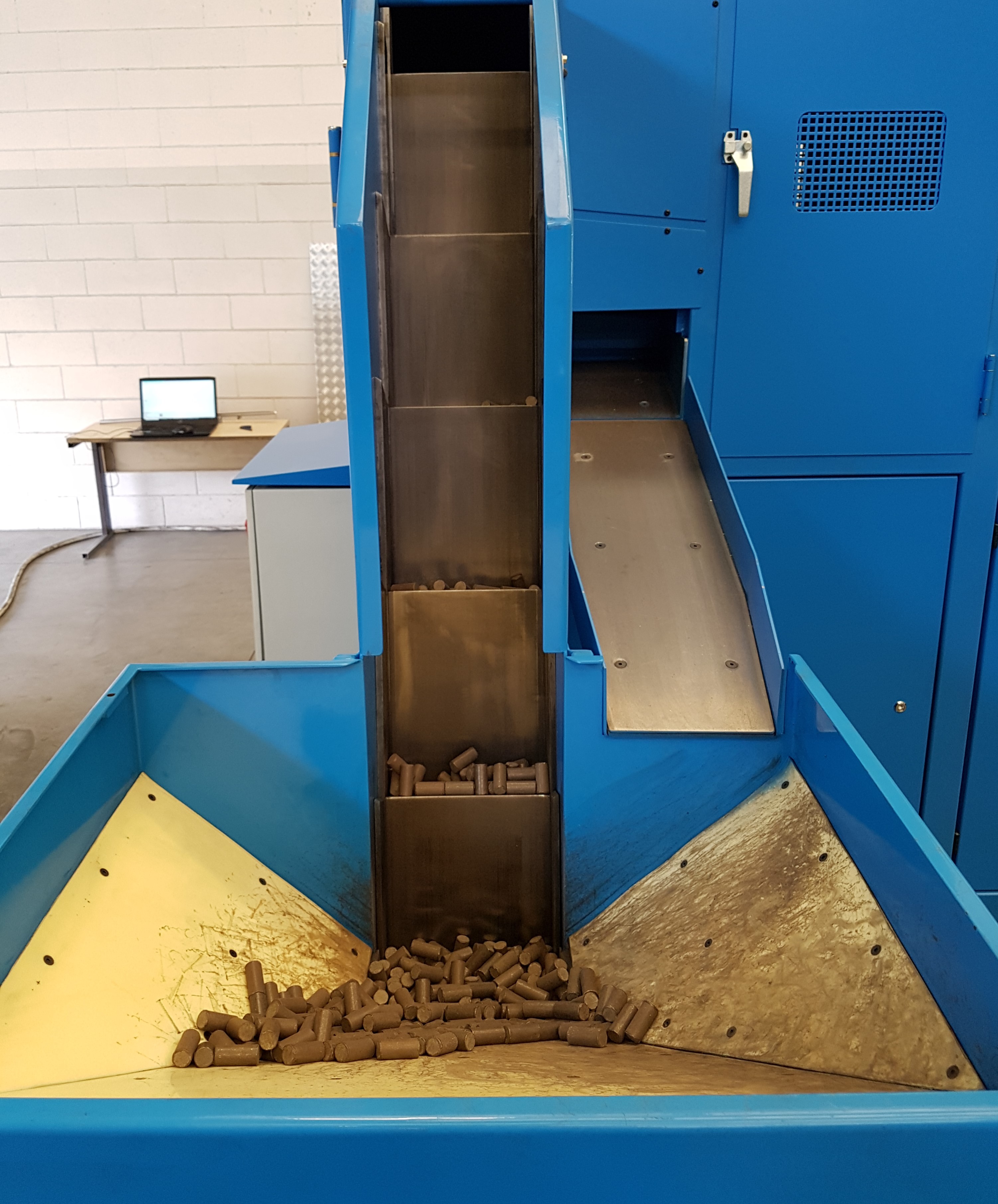
The Induction furnace is fully automatic in the functions of loading, advancing and unloading towards the press and arranged for synchronism with the press for automatic molding.
The system is characterized by the high versatility and productivity of the parts to be heated, all with an extremely accurate design in order to maximize performance while taking up minimal space.
The whole system: inductors, power supply, water tank, heat exchanger are fixed on a special platform with leveling feet, all of which can be lifted with a forklift or overhead crane. All this to make transport and positioning easier.
The oven is equipped with 2 inductors always connected to the cooling system. By means of two tracks it is possible to manually move the inductors thus making the production change very fast. As regards the electrical connection, simply disconnect the 3 power terminals and reconnect them after changing the position of the inductor, which is necessary for the new type of product to be heated.
It is possible to apply a third inductor with positioning pin and "optional" air contactors.
The billets slide inside the inductor on a steel base suitable for the sliding of the material to be heated.
For the double feeding of billets to the press, a pneumatic sorting system will be applied at the outlet of the inductor. The management takes place through the PLC and in the case of a single piece mold, the device is positioned in the point where the gripping hand picks up the hot piece.
The heating area is controlled by an optical pyrometer which directly detects the temperature on the outgoing piece. The detection signals are communicated in milliseconds to the temperature modulation board, which allows temperatures to be reached and maintained.
In addition to manual operation, the system is equipped with an industrial PC that allows you to view the operating parameters of the oven, program the heating temperature, set temperature alarms and memorize the heating characteristics.
A diffuse industrial PC for setting the temperature, type of inductor to be used, material advancement times and sorter handling, recording temperature diagrams, setting recipes and compiling work cycle reports, integrated remote assistance via connection to your internet network.
Data storage: It is possible to store and code the parameters used for the treatment of all the pieces. This option is particularly functional if a repetition of details is required.
By storing all the data relating to the treatment of a particular, it is possible to create and code recipes, which can be reused when the particular to be treated reappears.
Possibility to obtain a report of heating temperatures and part temperatures.
I.G.ROT. series Rotary Hearth Furnaces






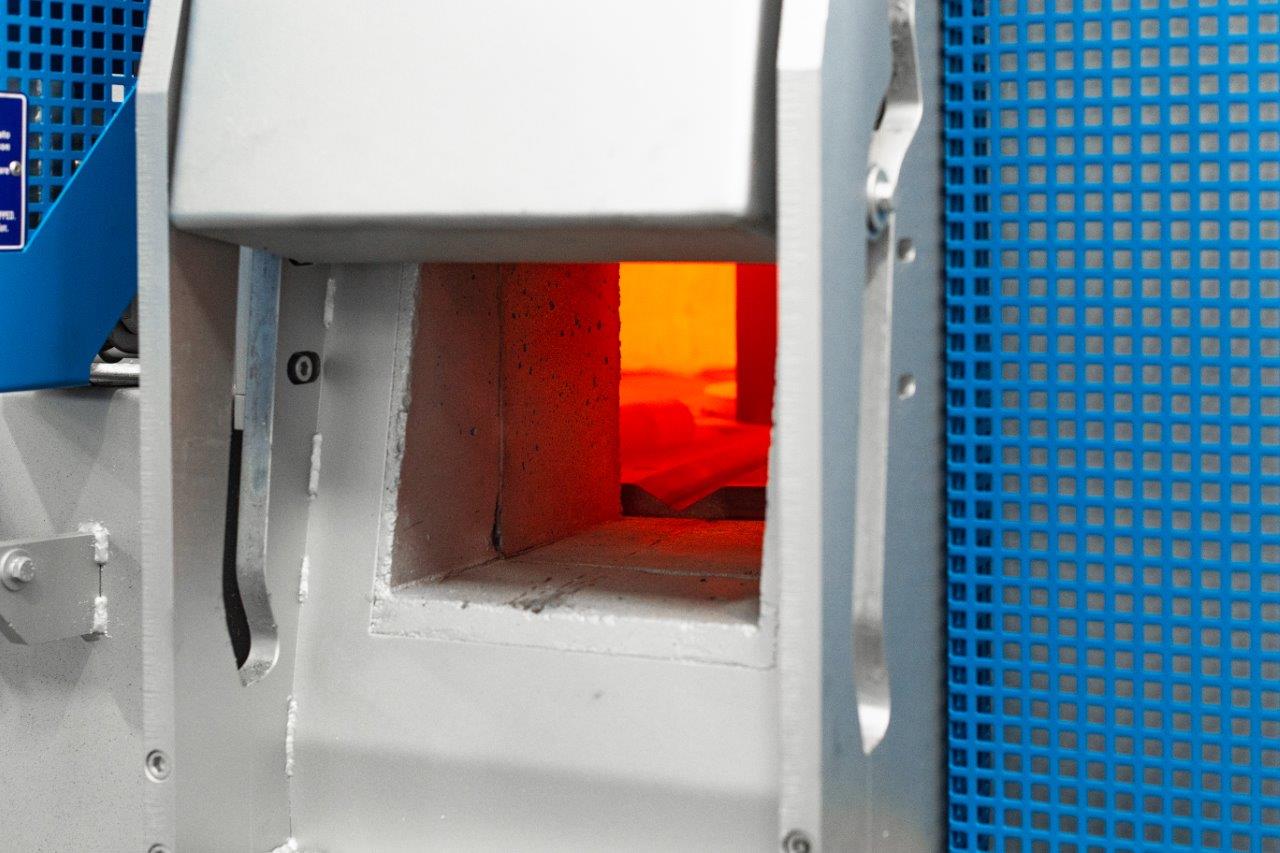



Temperature regulation with proportional modulating action that allows uniformity and temperature equal to +/- 0.5% of the set value.
Temperature detection by thermocouples for all zones and additional optical-pyrometer only in the part exit area. Heating by resistances controlled by SCR groups. Heat transfer on the pieces evenly.
The size of the chamber is made according to the customer's production needs.
It includes an electrical panel complete with PC panel for oven management.
PLC advancement logic.
I.G.T series Heat Treatment lines








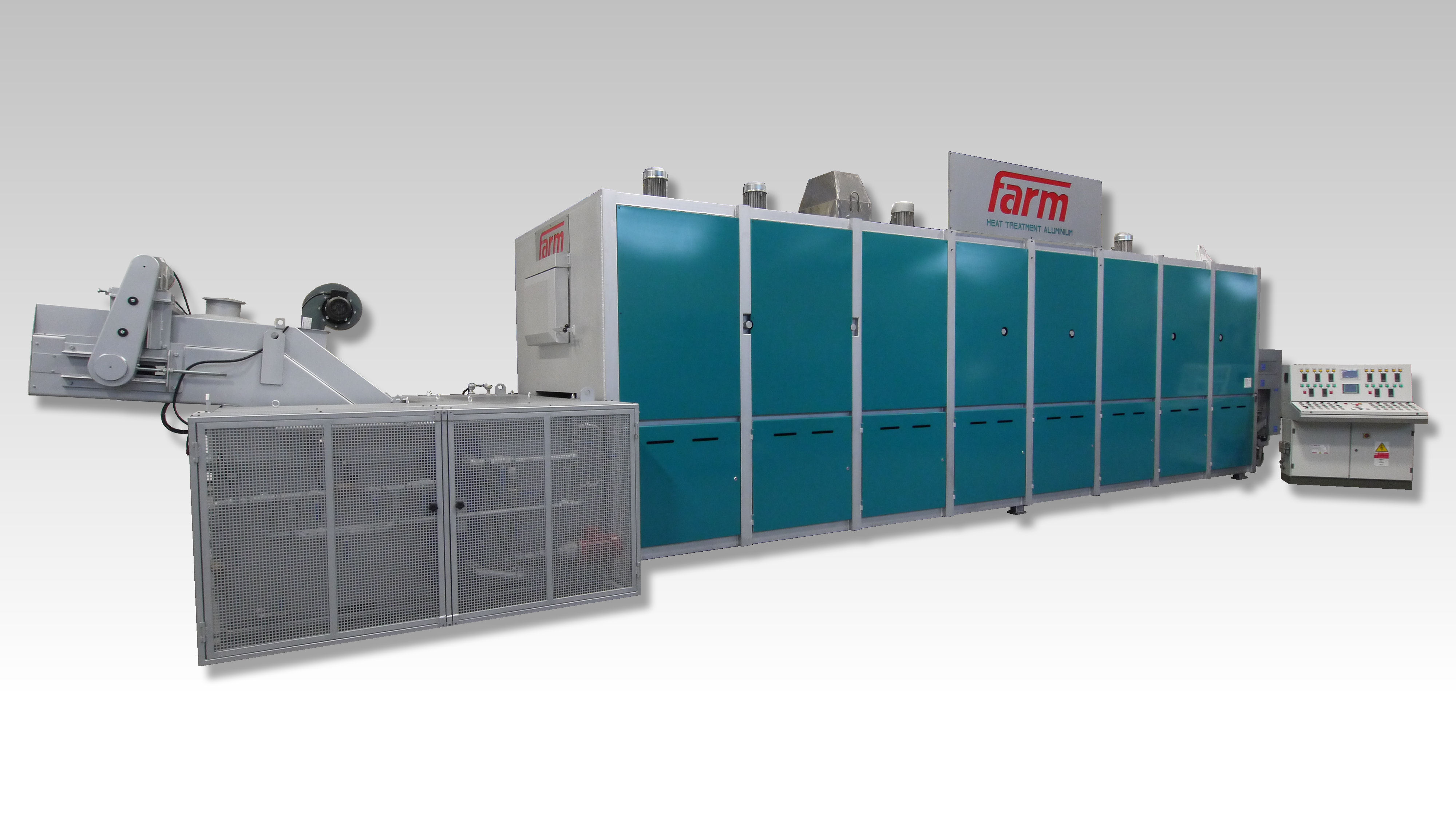








Farm brass is able to propose technical and functional solutions also for the construction of customized systems dedicated to all types of heat treatment.
Thanks to the indirect heating technology through the forced recirculation of hot air, the Farm Brass heat treatment systems represent the optimal solution for your needs.
The instrumentation used for thermoregulation, at the forefront of its kind, allows you to work with a tolerance on temperatures in the heating chamber of ± 5C °.
By combining a multicurve videographic recorder and a latest generation management package, it is possible to check the progress of the Heat Treatment in real time, associating each detail to be treated with its recipe., In terms of "quantity" of heat and "administration time" of the same.
All this translates into a final result of the highest quality of the Heat Treatment at the "heart" of the detail
"I + S" + "T": the winning equation
"I" as Aging
"S" as Solubilization
"T" as heat treatment "
These are not just acronyms, but concepts, which Farm Brass has been applying since 1977, the year of its foundation.
Steel, Brass, Aluminum. The use of heat treatments on metals (ferrous and non-ferrous) is as wide as the choice of Farm Brass plants, extremely versatile and flexible, also in terms of design and layout, they find application in all industrial sectors: plant engineering, automotive, naval, aerospace, fashion.
Working with the main Italian and international groups, strengthened by the experience acquired thanks to the design and installation to date of more than 1700 systems in more than thirty countries in the world, we have shaped, and sometimes invented, the existing technology, adapting it according to the application. .
Some examples of:
Annealing
Normalization / Relaxation
Cementation
Hardening
Quenching
Tempering
Quenching and tempering
Solubilization
I.G.C. series Samples Heating Furnaces








Ricerca contestuale:
Ricerca per termine:
No product matches your request.
The main features of SERIES S.E. Are the compactness of the structure without any detracting from the reliability of the operation. The ovens S.E. They respond perfectly to the demand for an economical, versatile and functional oven.
This oven has been designed for heating brass bars with an integrated shear cutting system. The INDUCTION heating system guarantees effective heating of the entire bar and the burr-free cutting system facilitates hot forging of the heated piece inside the mold. All six main movements are managed by NC by brushless motors.
The INDUCTION heating system guarantees effective heating of all billets.
The new range of I.G.ROT series Rotary Hearth Furnaces offers a new alternative for the heating of parts of all shapes and preforms of aluminum, copper, brass, steel.
- Steel, Brass, Aluminum
- Boxes on rollers or rails
- Pieces on tape or carpet
- Tanks for tempering, controlled atmosphere
- Aging Furnaces, Solubilization Furnaces, Quenching Furnaces, Tempering Furnaces, Annealing Furnaces, Hardening Furnaces, Stress Relieving Furnaces etc.
I.G.C. Series Furnaces
I.G.C. series furnaces are dedicated to sampling heating. These are made up of an heating chamber and on or more atmospheric burners (according to model).
All is assembled on a trestle or a support base, with or without wheels, according to customer’s requirements and needs.